Le batterie al litio ferro fosfato (LiFePO₄) sono oggi uno degli standard più affidabili per l’accumulo energetico stazionario, la mobilità elettrica e le applicazioni industriali. Sicure, longeve e termicamente stabili, rappresentano una soluzione tecnologica ormai consolidata.
In questo articolo analizziamo nel dettaglio l’intero processo produttivo, dalla sintesi degli elettrodi alla costruzione del pacco batteria completo di elettronica di gestione. Uno sguardo interno ai meccanismi industriali che rendono possibile la produzione in larga scala di una batteria moderna, con un’attenzione particolare alle caratteristiche che deve avere uno stabilimento produttivo per operare in questo settore strategico.
1. Composizione e struttura di una cella LiFePO₄
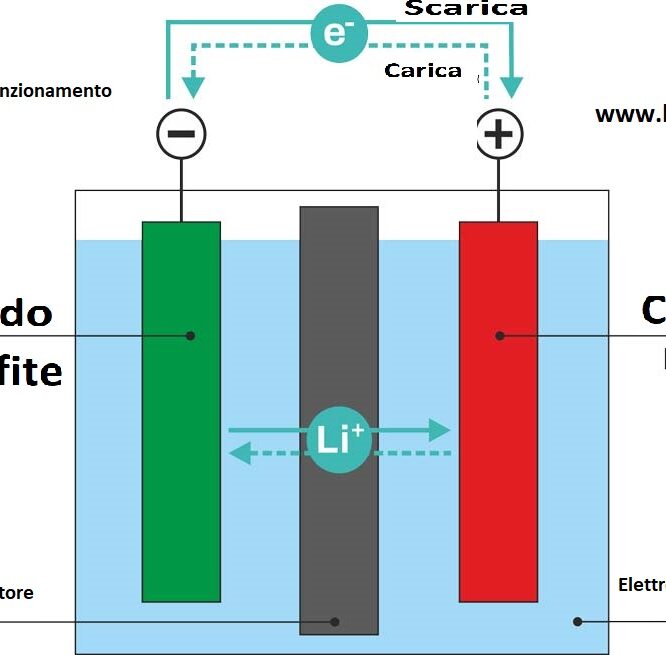
Una cella LiFePO₄ è composta da quattro elementi principali:
- Catodo: a base di litio ferro fosfato (LiFePO₄), materiale chimicamente stabile e intrinsecamente sicuro.
- Anodo: costituito da grafite, che ospita gli ioni di litio durante la fase di carica.
- Separatore: membrana polimerica microporosa che impedisce il contatto diretto tra anodo e catodo, pur permettendo il passaggio degli ioni litio.
- Elettrolita: soluzione contenente un sale di litio (solitamente LiPF₆) disciolto in solventi organici (EC, DMC, EMC), responsabile del trasporto ionico all’interno della cella.
2. Fasi produttive della cella
Il processo produttivo si articola in più fasi, ciascuna caratterizzata da parametri critici di controllo qualità. Le linee moderne adottano sistemi automatizzati e ambienti altamente controllati, soprattutto nelle aree di manipolazione dei materiali sensibili.
a. Preparazione degli elettrodi
- Miscelazione: i materiali attivi (LiFePO₄ per il catodo, grafite per l’anodo) vengono miscelati con additivi conduttivi e leganti polimerici per formare una slurry omogenea.
- Rivestimento (coating): la pasta viene applicata su una lamina metallica (alluminio per il catodo, rame per l’anodo) tramite una linea di coating.
- Asciugatura e calandratura: il solvente viene evaporato in forni a controllo termico, dopodiché gli elettrodi sono compattati meccanicamente (calandrati) per migliorarne densità e conduttività.
b. Taglio e assemblaggio elettrodi
- Gli elettrodi vengono tagliati su misura e assemblati alternando anodo, separatore e catodo. A seconda del formato, si procede per:
- Impilaggio (stacking): celle prismatiche o pouch.
- Avvolgimento (winding): celle cilindriche.
c. Assemblaggio e riempimento in ambiente asciutto
- Le celle vengono saldate e inserite in contenitori polimerici o metallici.
- In camera asciutta (dry room) – dove l’umidità relativa è mantenuta sotto lo 0,5% – si effettua il riempimento dell’elettrolita.
- Questa fase è tra le più critiche: eventuali tracce d’acqua degraderebbero l’elettrolita e comprometterebbero l’efficienza elettrochimica.
Gli ambienti della produzione del catodo, in particolare, richiedono condizioni analoghe a quelle dell’industria farmaceutica: filtri HEPA, sovrappressione, controllo particolato e automazione completa per garantire purezza e ripetibilità.
d. Formazione e testing
- La cella subisce un primo ciclo di carica/scarica (formazione elettrochimica), che stabilizza la struttura interna e permette la formazione dello strato SEI (Solid Electrolyte Interphase) sull’anodo.
- Seguono test di selezione: tensione a circuito aperto, capacità effettiva, resistenza interna, autodischarge. Solo le celle che superano i parametri vengono qualificate per l’assemblaggio in moduli.
3. Dal modulo al pacco batteria
Una volta qualificate, le celle vengono assemblate in moduli e poi in pacchi batteria con architettura elettrica e controllo elettronico.
a. Collegamento elettrico
- Le celle vengono collegate in serie (per aumentare la tensione) e/o in parallelo (per aumentare la capacità).
- Le connessioni avvengono tramite saldatura a ultrasuoni o laser, barre collettrici o piastre busbar, con materiali ad alta conducibilità.
b. Integrazione e sicurezza
- I moduli sono alloggiati in contenitori dotati di:
- Isolamento termico
- Strutture di contenimento meccanico
- Dissipatori passivi o attivi
- Sistemi antincendio (es. gel espandente, valvole di sfogo, sensori termici)
c. Battery Management System (BMS)
- Il BMS monitora e gestisce:
- Tensione, corrente e temperatura di ogni cella
- Bilanciamento attivo o passivo per uniformare lo stato di carica
- Protezione da sovraccarico, cortocircuito, inversione di polarità
- Comunicazione con l’esterno via CAN bus, RS485, UART o BLE
Il software embedded del BMS svolge un ruolo essenziale anche per la diagnostica, la tracciabilità e l’integrazione con impianti fotovoltaici, veicoli elettrici o UPS industriali. Per intenderci è una scheda elettronica di controllo.
4. Struttura di una fabbrica per celle LiFePO₄
Una fabbrica moderna – spesso definita “gigafactory” se supera i 10 GWh/anno – richiede investimenti significativi e competenze multidisciplinari. Le aree produttive principali sono:
a. Reparti funzionali
| Reparto | Funzione |
|---|---|
| Dry Room | Miscelazione e riempimento elettrolita |
| Coating Line | Spalmatura degli elettrodi |
| Calandratura | Compattazione meccanica |
| Slitting & Stacking | Taglio e impilaggio elettrodi |
| Assembly & Welding | Inserimento e sigillatura celle |
| Formation & Aging | Primi cicli e selezione |
| Testing & Packing | Controlli finali e imballaggio |
b. Requisiti tecnici e industriali
- Controllo ambientale centralizzato (filtri, pressione, temperatura)
- Automazione robotica per movimentazione, ispezione e saldatura
- Tracciabilità digitale per ogni cella prodotta (codici seriali, QR, RFID)
- Laboratori di analisi chimica e controllo qualità interni
- Reparto ricerca e sviluppo per ottimizzazione formulazioni e BMS custom
5. L’industria italiana e la filiera strategica
In Italia esistono progetti industriali in fase avanzata legati alla produzione di celle e pacchi batterie LiFePO₄, con poli attivi in Lombardia, Piemonte, Abruzzo e Puglia.
- FAAM (Seri Industrial) ha realizzato il sito di Teverola (CE) per la produzione di celle LFP e moduli per sistemi di accumulo.
- La zona industriale di Brindisi, è tra i siti potenzialmente idonei per future gigafactory, in sinergia con l’industria chimica e logistica esistente.
L’accesso diretto alle materie prime, le competenze ingegneristiche locali e la presenza di centri di ricerca nazionali (ENEA, CNR, Politecnici) offrono all’Italia un’opportunità concreta di inserirsi stabilmente nella catena del valore europea delle batterie.
Di seguito un video di una azienda asiatica che fa vedere come è fatta una gigafactory, molto interessante.